在这篇文章中,我们将学习不同的金属切削中切屑的类型.当金属在制造业中通过机械加工过程完成时,就会产生金属薄片。这些金属碎片可能是不同类型的。所形成的芯片也取决于所使用的材料类型和其他因素。这里我们将详细讨论它们。
在加工工件以使其具有所需形状的过程中,会产生金属屑。形成的切屑可分为连续型、不连续型和连续型,并具有堆积边缘型。在加工过程中形成的切屑类型取决于很多因素,我们将在后面讨论。在金属加工中产生的切屑基本上有三种类型,即连续切屑、不连续切屑和连续积边切屑。
目录
芯片的种类
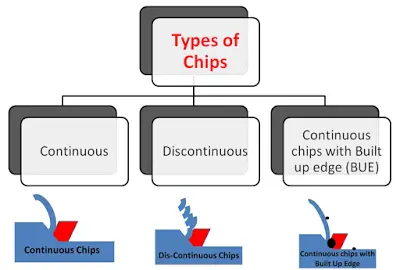
金属切削中各种类型的切屑有
- 连续芯片
- 不连续芯片&
- 具有组合边缘的连续芯片(或BUE芯片)
让我们逐一讨论一下
1.连续芯片
如果在加工过程中形成的金属切屑没有分段,即没有破损,则称为连续型切屑。

当切削速度高,切削屑与刀面之间的摩擦最小时,就会形成连续的切屑。
造成连续类型晶片形成的条件是
- 使用软钢等韧性材料。
- 工具的前倾角越大。
- 切削速度快。
- 最小的摩擦之间的芯片和工具界面。
- 切口深度小。
优势
在加工过程中形成连续的切屑有以下优点
- 更好的表面光洁度的延展性材料。
- 由于刀具表面和切屑之间的摩擦最小,产生的热量更少。
- 功耗低。
- 由于磨损少,刀具寿命长。
还读:
2.不连续的芯片
如果在加工过程中形成的切屑不是连续的,即有断裂形成的,称为不连续切屑。
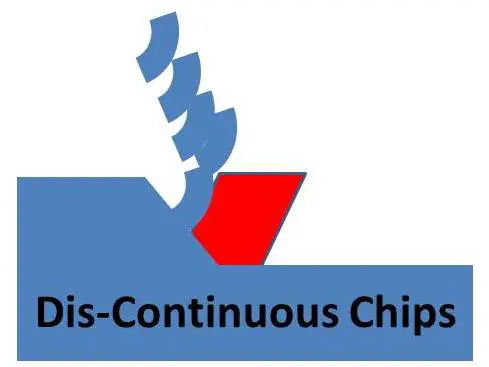
当像黄铜、青铜和铸铁这样的硬脆金属被加工时,就会形成不连续类型的切屑。
导致不连续切屑形成的条件是:
- 进给量低。
- 工具前倾角小。
- 切削速度快。
- 芯片工具界面摩擦力大。
- 切得太深了。
优势
在脆性材料中形成不连续类型的切屑提供了良好的表面光洁度,增加了工具寿命并降低了功率消耗。
缺点
当在韧性材料中形成不连续的切屑时,工件表面光洁度差,刀具磨损严重。
还读:
3.具有构建边缘的连续芯片
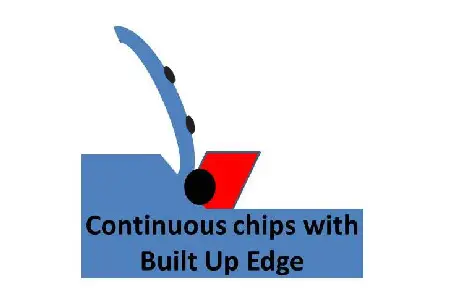
通过切削切削切削切削界面上具有高摩擦的韧性材料,可以形成边缘稳固的连续切屑。
它是类似于连续类型的芯片,但它是不太光滑,由于建立边缘。
堆砌边缘是如何形成的?
当切屑向上流动时,切屑与刀具界面之间存在较大摩擦。由于切屑和工具之间的高摩擦,在工具的前端产生了非常强烈的热量。与刀头相邻的压缩金属被焊接到刀头上。这种被压缩的金属焊接在机头上,称为堆砌边缘。当芯片流过这个构建的边缘时,它被打破并被芯片带走,被称为构建的边缘芯片,其余的构建边缘粘附在工件表面,使其粗糙。
由于建立的边缘的形成,刀具的前角得到改变,因此是切削力。
促进BUE芯片形成的因素有:
- 进料速率过高。
- 工具的前倾角小。
- 切削速度低。
- 缺乏冷却剂,这增加了芯片工具界面之间的摩擦。
优势
BUE的制造有一个优点,即它可以保护工具免受加工过程中产生的高摩擦和温度的损坏,因此增加了工具寿命。
缺点
这些类型的切屑的形成导致粗糙的表面光洁度,前角和切削力的变化。
连续晶片、断片晶片和已建边缘晶片的表格比较如下:
| S.no | 因素 | 连续 芯片 |
不连续 芯片 |
具有累积边缘的连续芯片 |
| 1. | 材料类型 | 韧性 | 易碎,韧性好,但很硬 | 韧性 |
| 2. | 倾角 | 大 | 小 | 小 |
| 3. | 切割速度 | 高 | 中或高 | 低或中等 |
| 4. | 切屑刀具摩擦 接口 |
最低 | 最大 | 最大 |
| 5. | 切割深度 | 小 | 高 | 媒介 |
这是关于金属切削中不同类型的切屑。如果你发现任何缺失或不正确的评论我们。如果你觉得这篇文章很有用,别忘了分享。
图片来源:http://www.mech4study.com/2016/03/types-of-chips.html


")


")



不错的文章
说得不错,兄弟
焊接ke bhi注意deejiye
焊接说明
谢谢你,先生。这些信息非常有用。