电化学加工(ECM)是一种利用电化学工艺去除工件上的材料的加工工艺。该工艺以工件为阳极,刀具为阴极。工件和工具的两个电极浸在电解质(如NaCl)中。当电压施加在两个电极上时,材料从工件上开始去除。工件和刀具摆放得非常近,没有接触。在ECM中,材料去除发生在原子水平,因此它产生镜面抛光表面。
- 这种工艺只用于加工导电材料。
目录
工作原理
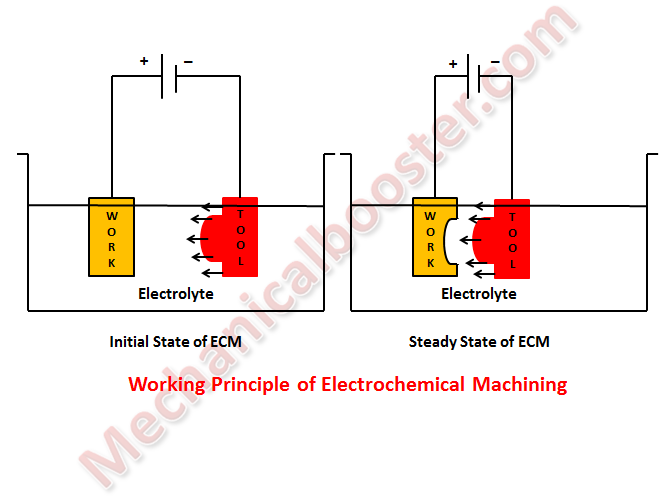
ECM工作与电化学或电镀膜或沉积工艺相反。
在电化学加工过程中,反应发生在电极上,即阳极(工件)和阴极(工具)和电解液内。
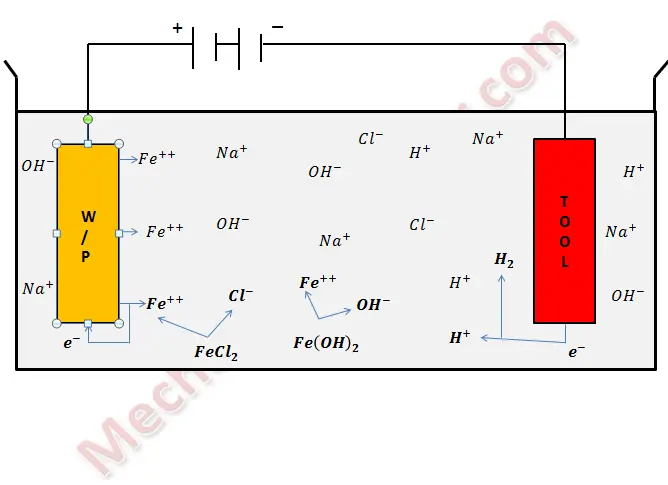
让我们以加工低碳钢为例,它主要由黑色合金(Fe)组成。我们一般采用氯化钠(NaCl)中性盐溶液作为加工黑色合金的电解液。NaCl与水的离子解离发生在电解质中,如下图所示。

当电位差施加在电极上时,离子的运动开始于工具和w/p之间。正离子向工具(阴极)移动,负离子向工件移动。
还读:
在阴极,氢离子得到电子并转化为氢气。

以同样的方式,铁原子从阳极(w/p)作为fe++离子。
![]()
在电解液中,钠离子与羟基离子结合形成氢氧化钠,亚铁离子与氯离子结合形成氯化铁。铁离子与羟基离子结合形成氢氧化铁。

电解液中产生FeCl2和Fe(OH)2,以污泥的形式沉淀下来。用这种方法将材料从工件上作为污泥去除。
电化学加工过程中发生的各种反应如下图所示。
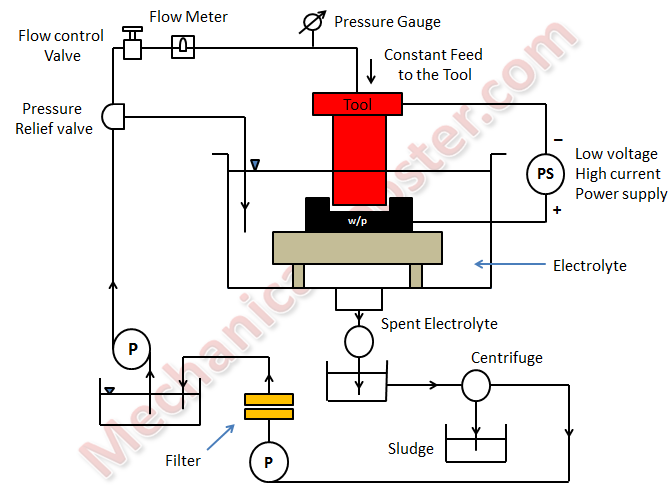
电解加工系统有以下几个模块或电解加工的主要设备
- 电力供应
- 电解液过滤输送系统
- 刀具进给系统
- 工作柜
电化学加工工艺
- 首先,将工件装配在夹具中,并将刀具靠近工件。工具和工件浸泡在合适的电解液中。
- 之后,在w/p(阳极)和工具(阴极)之间施加电位差。材料的去除开始。去除材料的方法与我们在上述工作原理中讨论的方法相同。
- 刀具进给系统将刀具向w/p方向推进,并始终在两者之间保持所需的间隙。来自w/p的物质以正离子的形式出来,与电解质中的离子结合并沉淀为污泥。在加工过程中,氢气从阴极处释放出来。
- 由于材料与w/p的分离发生在原子水平,因此它具有优异的表面光洁度。
- 从罐中取出的污泥与电解液分离。过滤后的电解液再次输送到电解槽进行电解加工。
还读:
应用程序
- ECM工艺用于开模操作,剖面和轮廓,钻井,研磨,钻削和微加工。
- 用于在封闭范围内加工汽轮机叶片。
优势
- 可忽略的刀具磨损。
- 利用凸凹刀具可以很容易地制造出复杂的凹曲率零件。
- 由于刀具与工件之间没有直接接触,因此不会产生力和残余应力。
- 具有优良的表面光洁度。
- 产生的热量更少。
缺点
- 在盐水和酸性电解质的情况下,工具、w/p和设备的腐蚀风险会增加。
- 电化学加工只能加工导电材料。
- 功耗高。
- 初始投资成本高。
工艺参数
|
S.no
|
参数
|
值
|
|
1.
|
电力供应
|
|
|
类型 |
直流电 |
|
|
电压 |
2 ~ 35v |
|
|
当前的 |
50至40000 A |
|
|
电流密度 |
0.1 A/mm2 ~ 5a /mm2 |
|
|
2.
|
电解液
|
|
|
材料 |
NaCl和NaNO3 |
|
|
温度 |
20至50摄氏度 |
|
|
流量 |
20lpm / 100a电流 |
|
|
压力 |
0.5 ~ 20巴 |
|
|
稀释 |
100克/升至500克/升 |
|
|
3.
|
工作的差距
|
0.1 mm ~ 2mm |
|
4.
|
过调制
|
0.2 mm ~ 3mm |
|
5.
|
进给速率
|
0.5 mm/min ~ 15mm /min |
|
6.
|
电极材料
|
铜,黄铜和青铜 |
|
7.
|
表面粗糙度(Ra)
|
0.2 ~ 1.5 μm |







")
