锻造是一种工艺,通过锤击或压制使之成形。在这个过程中使用的材料通常是钢锭的形式,由制造公司生产用于机械操作。锻造是一种非常古老的金属加工技术,用于成型。在早期,当没有先进的数字机器时,手工锻造操作是完成的。在那个时代,首先在煤炉中加热材料,然后将其放在铁砧上,然后对工件进行手工锤击操作,使其具有所需的形状。
目前,当机器变得更聪明,能够生产从小螺母到涡轮转子的部件时。

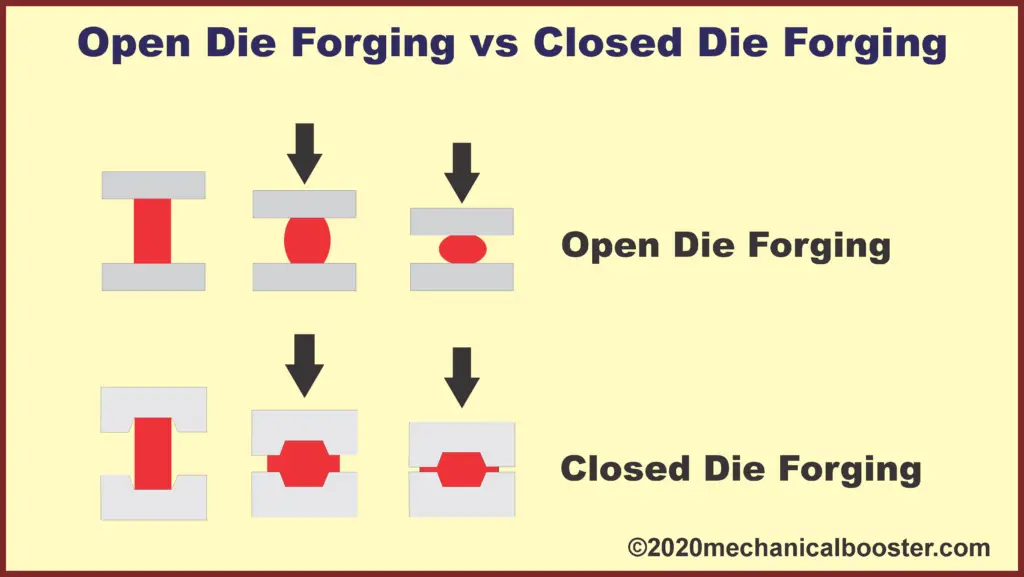
锻造操作是通过在两个模具之间的材料的塑性变形来进行的,这两个模具跨越了其模具设计上的进料。有不同类型的模具框架,这将用于考虑良好的形状。在简单产品的设计中,开式模锻是适用的,但如果需要锻造复杂零件,就需要采用闭式模锻技术。这种模具一般要求熔融金属作为进料材料。在开式模锻中,通过手工或机器进行简单的锤击操作并获得形状配置。
当在一个封闭的模具上工作时,在模具上挤压相同形状的模具时,多余的材料从模具中出来,这些材料被周边的路径去除,然后被修整。
封闭式模锻主要有两种类型
- 冲锻
- 落锤锻造
在压力机中,使用机械压力机或液压机在模具之间缓慢地挤压锻件。由于其操作缓慢,最终产品具有更高的尺寸精度和良好的表面积。
在滴锻中,将一种材料放入模具中,并在模具砧上继续锤击,直到它形成所需的形状。扳手活塞和曲轴是典型的例子汽车零部件锻造的:锻造的
示例图片
目录
运营优势
- 锻造可以制造出种类繁多的零件。
- 它不需要任何二次操作,即最终产品从模具出来在一个单一的过程。
- 锻造有利于非常低的生产成本,除非模具的初始成本非常高。
- 典型设计可快速实现。
- 与其他制造业相比,锻造产品非常坚固可靠
- 由于尺寸精度高,不需要加工和精加工,降低了产品成本。
- 生产效率高。
缺点
- 产品尺寸的限制取决于压锤的大小。
- 降锻制造的环境十分危险。
- 为了安装模具,初始成本要高得多。
- 在运行过程中产生了很高的残余应力。
- 由于脆性材料破碎的机会较多,因此不能锻造。
微观结构的影响
- 在锻造过程中,可以获得明确的晶粒取向。
- 这一操作拉长了变形方向上的晶粒结构。
- 纤维状组织是由金属流动获得的,允许更好的机械性能在产品中。
- 由于工件经过再结晶,提高了机械性能。
晶粒取向
在锻造过程中,物体的物理性质发生了完全的变化。材料形状的变化是从晶界开始的。说明了粮食在工作方向上的再分配。另一方面,在铸造工艺中,晶粒的取向是外延的树枝状或公会状晶粒。
还读:
锻造类型
在早期,没有机器可用。最大的操作是手工完成的,这很耗时。但是随着时间的推移,新的发明出现了新的机器。除手工工艺外,锻造工艺已被分类为代表
- 设备-
- 落锤锻造
- 冲锻
- 按程序-
- 开式模锻
- 闭式模锻
〇跌落锻造
在滴锻过程中,将材料放入模具中,然后用加重锤连续冲击,直到获得所需的形状。
冲锻-
这包含较慢的操作比下降锻造。在此过程中不发生冲击载荷,从而获得更精确的尺寸和更好的表面加工效果。在操作过程中,它只会产生更多的残余应力。
开式模锻——
在开放式模锻中允许熔融金属流动。这是一种平面或形状模具之间的热机械锻造操作。
将料料放在模砧上,然后锻锤在上面跳。由于冲击载荷的作用,坯料磨损成模具上的形状。此外,这些库存的材料正在冷却,并作为成品出来。
闭式模锻-
它的名字很清楚,它包含封闭的模具设置。热工件被填充在腔内的模具和之后,模具来一起包围结构。额外的材料由周边空间排出。在冷却最终对象时,可能会有一些小的不规则,可以通过冲压来消除。
模具图片
压印过程
它是一种封闭模锻工艺,在工件上施加压力的一部分或整个表面被覆盖。在此工艺中,工件的定位与锻件的分割线平行。在这里,工件受到高应力以引起模具方面的塑性变形。这一过程的结果是非常紧密的公差,光滑的表面和消除牵伸。
工业应用,
- 铸造硬币和奖章
- 珠宝市场
- 稀有电器部件
- 制作徽章和纽扣
- 这类零件需要更多的抛光表面。
齿轮的过程
开槽工艺用于改变钢锭的内部结构。钢锭是一种金属,通过模压成形以完成其他机械操作而形成矩形或方形。
开槽采用热金属处理技术。金属正被加热到可塑点,但不应熔化。这个过程允许使用一个分开的打开和关闭的模具。
利用钢坯的力矩和旋转,可以在一个动作中完成开槽过程。必须有冷却安排,作为一个打击冷却坯和休息在底部模具。
还读:
锻件缺陷
毫无疑问,锻造是为工业提供良好机械强度的最佳制造工艺之一。18新利网页版
每一种工艺都有其优缺点。缺陷可以通过遵循它们的参数来避免。由于模具表面的不规则性,可以看到主要的缺陷,因此需要对模具进行合理的设计。因此在锻压作业过程中,企业和车间应采取必要的措施,以避免此类缺陷的发生
未交货部分
这种缺陷一般在密闭模锻中使用熔融金属时出现。
熔化的金属填充在模具中,但由于模具设计不当,听力差,没有发生明确的材料分布。一些未填充的点被保留下来,这进一步成为一个缺陷。
冷关闭
这种缺陷以小裂纹的形式出现在产品的角落。它也会由于模具设计不当而发生。为了防止这种缺陷,需要增大圆角半径。
规模坑
如果在手术后没有进行适当的整理,那么不规则现象就会变得非常困难,需要花费更多的努力来去除。因此,为了避免这种缺陷,必须在锻造过程中迅速进行清洗操作。
片
薄片是由于不明确的冷却安排造成的。导致工件内部开裂。当产品快速冷却时,突然发生温度损失,产品颗粒因晶粒收缩而收缩,产生裂纹。这种裂纹直接影响产品的力学性能。适当的冷却可以减少这种缺陷的发生。
未定义的晶粒生长
当铸造过程中金属没有合适的流动速率时,就会发生不适当的冷却,产品晶粒无法保持生长速率的均匀性。如果有适当的模具设计,晶粒生长是可以保持的。
在本文中,您了解了什么是锻造,它的定义,类型,优点和缺点以及最常见的缺陷。如果你喜欢这条信息,不要忘记点赞并分享它。


")

")




