目录
1.简介
世界在飞速发展,几乎以指数级的速度增长。这个快速发展的世界也增加了对成品的需求。在过去的20年里,汽车制造公司的销售额几乎增加了5倍甚至更多。这种需求促使我们采用新技术进行快速、简单和具有成本效益的制造。轧制就是其中一种工艺,被广泛应用于许多行业。本文将讨论各种类型的轧制过程,从介绍轧制开始。
2.什么是轧制工艺
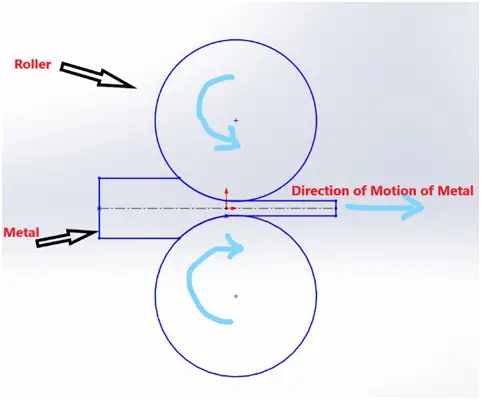
轧制过程是一种变形过程,金属以半成品或成品的形式在两个相反的轧辊之间传递,通过压缩过程减少金属的厚度。当金属在滚轮之间挤压时,滚轮在金属周围滚动。
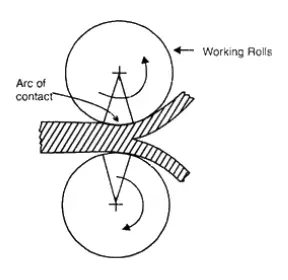
3.轧制工作原理
轧制过程包括两个相对的辊和金属挤压在他们之间。基本的考虑是滚轮之间的厚度应该小于金属(锭)的初始厚度。这种考虑将有助于金属向前运动,因为它通过之间的间隙辊。轧制过程减少了金属的厚度,增加了它的长度和宽度,保持整体体积恒定。
4.轧制工艺术语
轧辊中最常用的术语有:
- 锭:它是提供给轧制过程输入的起始金属。钢锭是一种锻造术语,从有各种缺陷的铸件中取出金属。
- 布卢姆:这是第一个轧锭产品,横截面面积超过230厘米2.
- 坯:该产品由布卢姆进一步轧制而成,其横截面面积大于1600毫米2.
- 板:它是一种热轧钢锭,横截面面积大于100厘米2厚度和宽度> = 2 *。
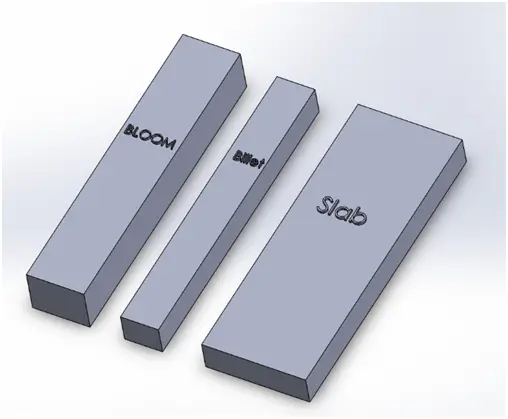
图:比尔特,布卢姆和斯佩克
以上是一些常见的半成品,现在我们来看看轧机产品。
- 板:它是Mill的产品,厚度大于6毫米。
- 表:它是一种轧机产品,厚度小于6毫米,宽度大于600毫米。
- 带:它是一种厚度小于6毫米,宽度小于600毫米的轧机产品。
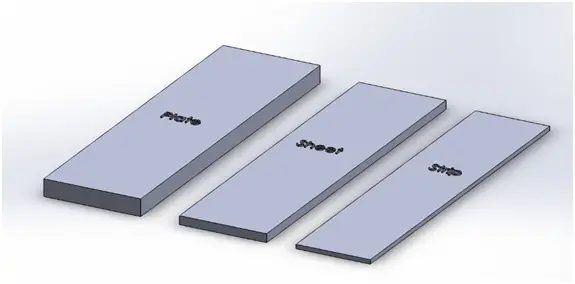
图:板,片和条
为了更详细的研究,我们可以参考更多的术语:
- 箔:它是一条很薄的条带,宽度为300mm,最大厚度为1.5 mm。
- 栏:它是一个均匀的圆形横截面物体,在一个圆柱体的形式。
- 线:它是一种横截面面积小的棒材,可达9.5毫米。
5.轧辊加工
从滚动的基本定义可以看出滚动的工作原理。这是一种由相互之18新利网页版间有一定距离的辊子组成的制造工艺。金属在其半成品或成品形式被挤压通过滚轮间隙,在两端滑动。
轧制过程有三个完成阶段,具体讨论如下:
主要的滚动:
这是初始减厚阶段,在此阶段,钢锭变成简单的坯件,如坯件和坯件。该工艺细化了结构,提高了性能机械性能,并消除内部缺陷。
热轧:
初轧得到的坯和板通过热轧加工成板、板、棒和其他二次构件。
冷轧:
这是一个最终的精加工过程,在此过程中获得的最终产品具有良好的表面光洁度,公差,并增强其机械性能。

还读:
6)轧机类型
轧机由旋转轧辊的装置组成,有助于启动和完成轧制过程。它由一个或多个滚轮支架,减速齿轮,主驱动电机,支架小齿轮,飞轮和单元之间的联轴器组成。这些组件装配在一起,以帮助完成轧制过程。
轧机是根据机架中轧辊的数量和排列来分类的。通常有六种类型的轧机使用,他们是:
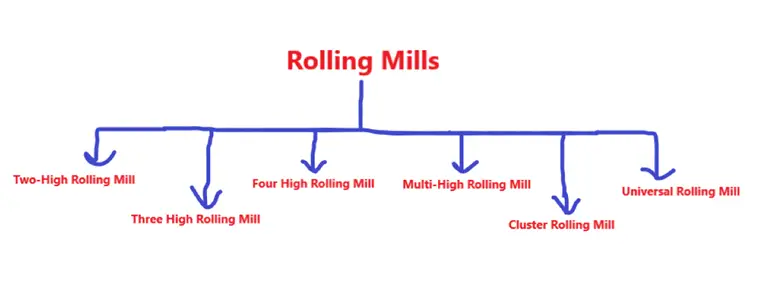
(i)二辊轧机:
它由两个高架和两个卷筒组成,其中一个正好放在另一个上面。在这种类型的轧机,辊在相反的方向旋转,他们的方向改变后,每一次金属通过。金属(锭)是连续传递的,大约需要25-30次传递才能将锭转化为坯。

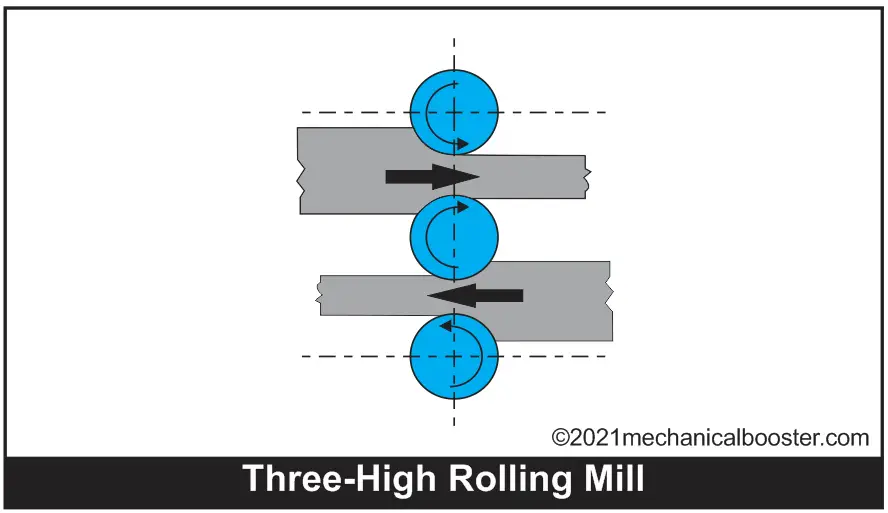
(ii)三辊轧机:
它由在同一垂直平面上的三个高支架和三个滚筒组成。上下托辊方向一致,中间托辊方向相反。在这种类型的轧机中,每一次通过后,驱动器的方向都不改变。与二辊轧机相比,生产效率更高,操作更简便。
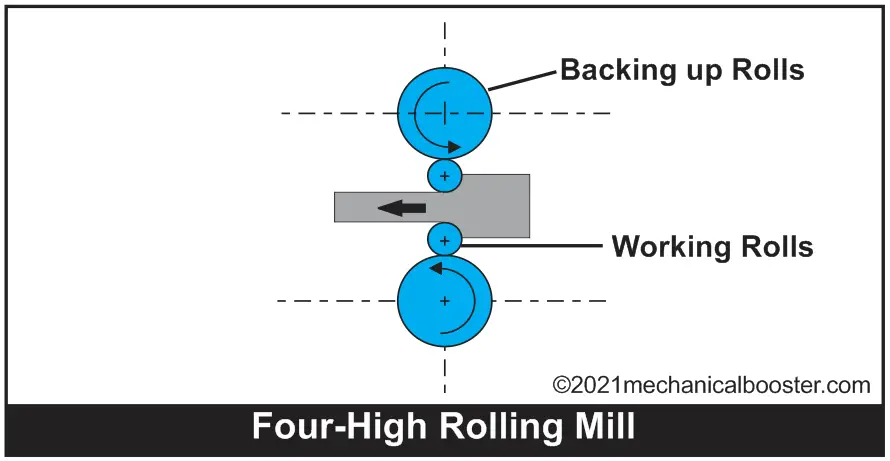
(iii)四辊轧机:
它由两个备用辊和两个工作辊组成,在同一垂直平面上层层叠放。备用辊的直径总是大于工作辊的直径。这种轧辊主要用于薄板轧制。
采用小直径的两个工作辊来降低功率需求,但它增加了工作辊弯曲的机会,从而导致板材压缩不均匀。这就是为什么我们使用备用辊,以减少工作辊的弯曲。
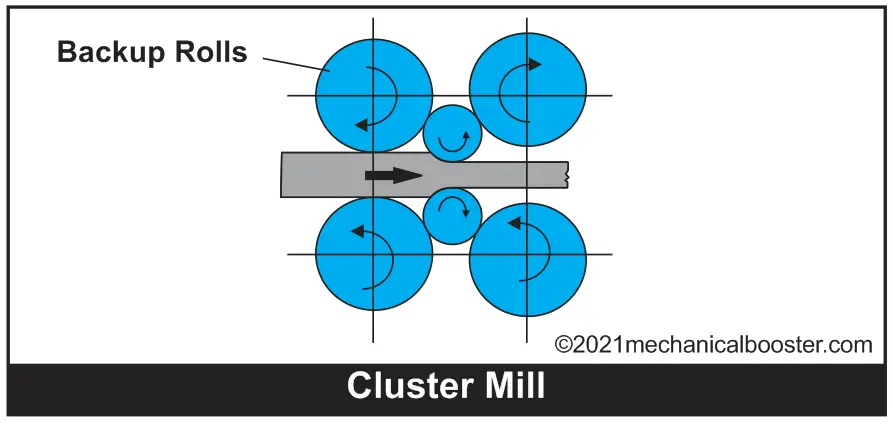
(iv)簇磨机:
它由两个工作辊和两个或多个备用辊组成。备用滚轮的数量取决于工作所需的支撑量。主要用于冷轧作业。
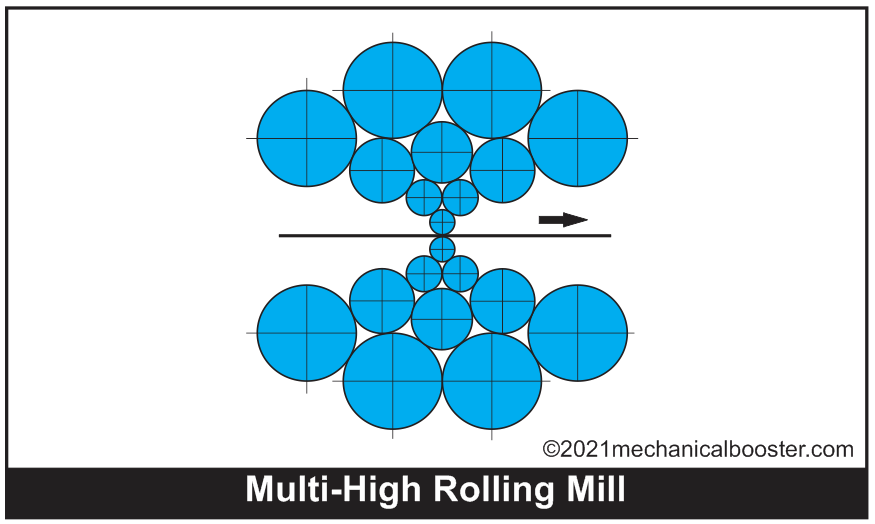
(v)多辊轧机:
它由两个小直径的工作辊和中间一排驱动辊和一排备用辊组成。这样的安排使整个系统达到了特殊的刚性。多辊轧机用于生产最小厚度的薄板。
(vi)万能轧机:
它由两个垂直滚筒和两个水平滚筒组成。垂直滚子设置在垂直平面内水平滚子的轴承之间。广泛用于钢锭生产花坯,轧制宽法兰h型钢。
还读:
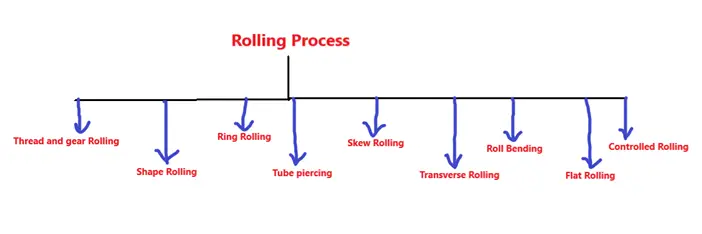
7.轧制工艺类型:
金属的轧制可以用多种方式进行,这是根据应用。轧制工艺类型的选择取决于产品的数量、生产条件等。根据这些要求,轧制工艺分为以下几类:
(i)滚丝和滚齿轮:
在这个过程中,螺纹模具出现在辊上。模具压在金属输入,并通过滚动在金属上,它形成金属螺纹。该工艺主要用于切割螺纹和齿轮.
(ii)轧形:
这种类型的轧制过程用于在各种金属(工件)上切割形状。适用于轧制i型、h型等型材。在金属上使用各种不同的滚轮来改变其形状。辊子的排列和形状取决于所需的最终形状。这是一种非常精确的方法。
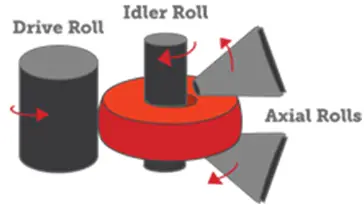
(iii)轧环:
这种类型的轧辊有三种,一种是驱动辊,一种是惰辊,一种是轴向辊。两个主滚轮(驱动滚轮和惰轮)旋转方向相同。滚轮在金属内部旋转,随着孔直径的增大,滚轮相互靠近。
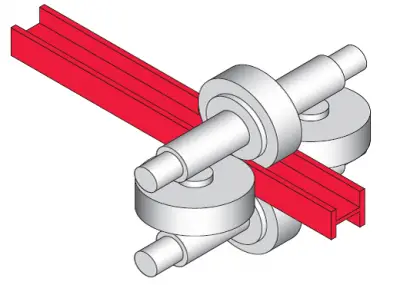
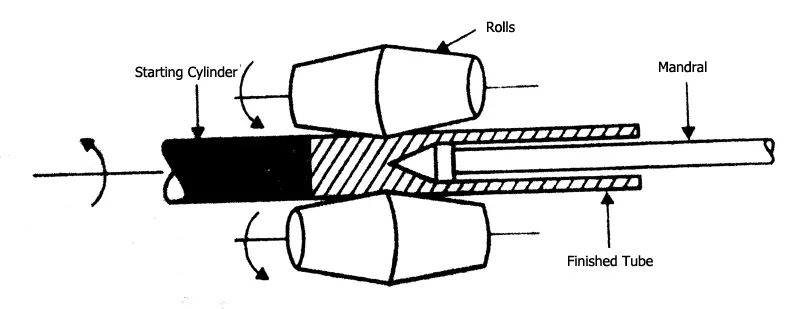
(iv)穿管:
这种类型的轧制过程包括两个辊和一个固定的心轴。滚轮在金属上旋转,金属向前向芯轴移动。由于芯轴的压应力,金属向芯轴的运动在金属内部产生了一个洞。它是用来制作厚壁的无缝空心管。
(v)斜轧:
这种类型的滚动过程用于制造滚珠轴承。在这个过程中,金属通过专门设计的滚子,轴承球作为成品出来。这是一种非常方便的方法,可以用于球轴承的大规模制造。
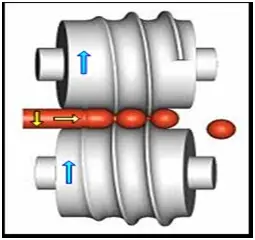
图17:斜轧
(六)横摇:
这种类型的轧制是用来提供一个锥形表面的材料。它由两个方向相同的滚轮组成,金属在它们之间传递。滚轮还包含一定的锥形部分,导致金属表面的锥形。用于制造锥形轴、钢板弹簧等。
![]()
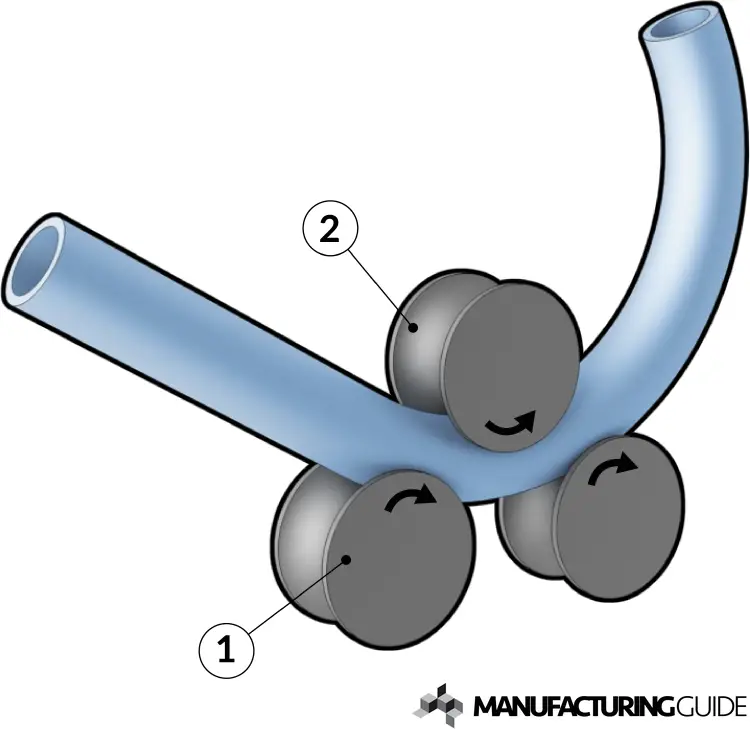
(七)弯辊工艺:
这种类型的轧制过程是用来弯曲通过它的金属。当金属通过滚轮时,滚轮的方向会产生曲率。轧辊弯曲工艺主要用于汽车底盘管的弯曲,提高了汽车的气动效率。
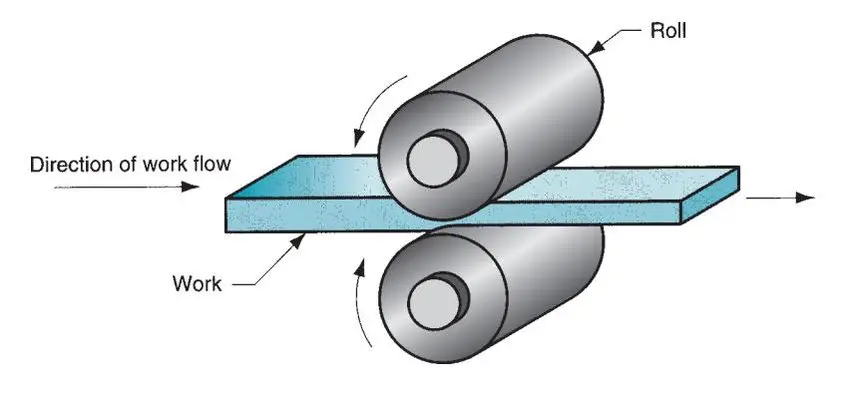
(viii)平滚:
它是最基本的轧制工艺,用于将钢锭转化为坯、坯等。扁平金属作为输入,并在相同的方向上给予输出,减少厚度。简而言之,我们可以说,在这种轧制方式中,金属厚度仅在输出端减小。
(ix)控制滚动:
顾名思义,它是以受控方式进行的轧制过程的一种类型。广泛应用于工业领域。例如,在钢铁工业中,晶粒尺寸是固定的,在受控的方式下进行轧制,以在输出时提供相同的晶粒尺寸。
要更清楚地了解轧制过程,请观看下面的视频:
8.轧制应用:
轧制工艺是工业上应用最广泛的工艺之一。它被用来制造从轴承球到涡轮机的各种东西。除此之外,轧制工艺还用于大量生产板材、带材、线材、棒材、板材等,这些都是轧制过程中的次要产品。
必须始终记住,轧制过程主要用于改变金属的形状,这导致了在各个领域的不同应用。
9.轧制产品缺陷:
在轧制过程中出现了几种缺陷。这些缺陷如下:
(i)边缘开裂:
这是由于材料的延展性有限,或变形不均匀,主要在边缘。这种变形主要发生在锭、板或板上。
(2)齿:
在这种类型的缺陷中,金属在水平面上撕裂成2块。主要发生在板坯上,板坯厚度与接触面长度在1.4 ~ 1.65之间时发生。
(3)折叠:
这种类型的缺陷发生在每次通过的缩减最小的时候。钢板轧制过程中经常发生褶皱。
(iv)规模形成:
在这种类型的缺陷中,氧化物层形成在金属层之上。在热轧过程中产生水垢。
常见问题
问题1:控制轧制与其他轧制工艺的区别是什么?
答:受控轧制是指以受控方式进行的轧制过程。如果其他类型的轧制工艺将以受控方式进行,那么它们也将被称为受控轧制工艺。
问题2:万能轧机与其他类型的轧机有什么不同?
回答- - - - - -万能轧机可以在X和Y两个方向上进行轧制,不像其他轧机那样指定某个方向。
问题3:热轧和冷轧与轧制类型有何不同?
回答- - - - - -热轧和冷轧是对所有经过轧制过程的金属进行的轧制,并根据轧制温度进行分类。这里所做的轧制工艺分类是基于不同的应用和组件的安排。






")
