目录
作品简介:
原子氢焊接是用两个钨电极和原子氢作为保护气体进行焊接的焊接工艺。它是最优越的焊接工艺之一,提供光滑的焊接表面,非常适合工业使用。之所以称该工艺为原子氢焊接,是因为产生的电弧足够高,可以将氢分子击穿成原子。焊接时温度最高可达6500oF.因此,在这个过程中,个人防护装备是必要的。本文将详细讨论这种连接工艺,讨论其历史、工作原理、工艺变量、优点、缺点和应用。让我们开始吧。
历史与发展

这一切都始于产生一个连续的弧线,这创造了一个不同的连接过程。1800年,汉弗莱·戴维发现了短脉冲电弧。一位名叫瓦西里·彼得罗夫的俄国科学家在1802年发明了连续电弧,并提出将其应用于焊接.在产生电弧并提出应用后,CL Coffin是第一个在19世纪90年代引入惰性条件下焊接的人。这个提议很难实现,直到1900年才得以实现。到了20世纪40年代,钨和氦开始出现,钨被用作电极材料,氦被用作惰性气体。大约在1940年,欧文·朗缪尔发明了原子氢焊接,使用钨电极和氢屏蔽环境。
简而言之,其历史发展如下:
- 1800 -短脉冲电弧的研制是由汉弗莱·戴维完成的
- 1802 -瓦西里·彼得罗夫发明了连续电弧,并提出了在焊接中应用的设想
- 1890 -提出了用惰性气体作为保护环境的设想
- 1900年代使用保护气体作为焊接启动的惰性气体气氛
- 1940年代(周围)欧文·朗缪尔发明了原子氢焊接,在焊接过程中使用原子氢作为保护气体。
氢原子焊主要部件:
连接过程由组成完整机制的不同部分组成。在本标题中,我们将详细讨论这些组件及其应用。这些元件是原子氢焊成功运行的关键。本次join工艺的主要部分如下:
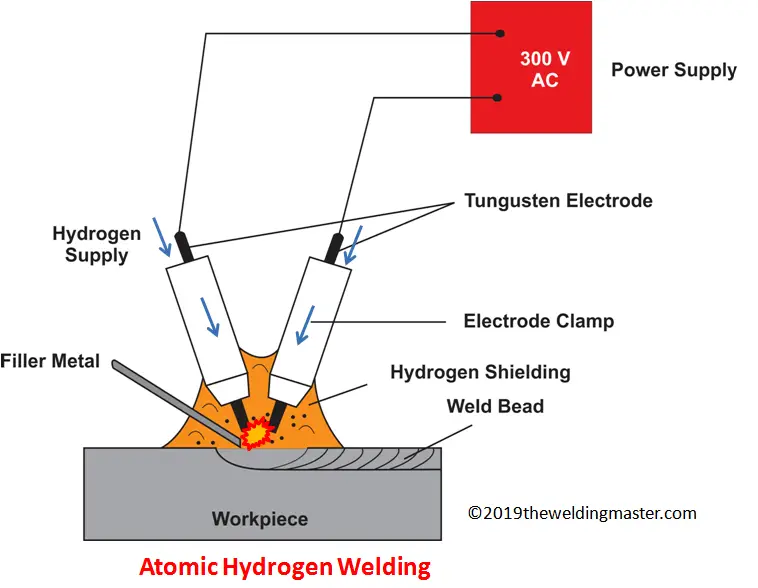
1.钨电极:在这个连接过程中,使用了两个相互成角度的焊条。它们以一定的角度倾斜以产生稳定的电弧。
2.电极夹:电极夹是用来夹住钨电极的,钨电极也是倾斜的。
3.喷嘴:喷嘴与氢缸连接,在连接过程中取出原子氢。它们是环形的,用于提供保护气体。
4.交流电源:电源通过产生电流和产生所需的热量来在电极之间产生电弧。建议采用交流电源,因为交流电源与直流电源的热量相等。
5.氢气气瓶:钢瓶中充满氢气,在连接过程中我们会将氢气送到需要的地方。
6.变压器:变压器必须产生电弧并在规定的时间内保持电弧。
7.调压阀:一种安装在氢气瓶上方的阀门,用于测量和调节氢气瓶内的压力。它还与喷嘴连接,用于在所需的目的地供应氢气。
8.焊条:焊接过程中填充棒的使用是可选的。它们被用作消耗性电极,仅在需要时使用。
9.工件板:这些是要通过焊接连接起来的金属片。在焊接金属件之前,必须清除污垢、氧化物和其他杂质。
交流与直流电源:
在了解原子氢焊应用这些电源的区别之前,让我们先看看交直流电源是什么意思。
1.交流电源:
它代表交流电源。当电参数(如电压、电流和阻抗)随时间变化时,电源为交流电源。这样,变化在半个周期内是正的,在另半个周期内是负的,这在工业应用中应用最广泛。
2.直流电源:
它代表直流电源。它是一种传统的电能来源,其中的电参数如电流、电压和阻抗(这里的电阻)不随时间变化。主要应用于电气仪表、焊接仪表等。
现在,您已经了解了这些电源源之间的区别。现在,让我们知道在这个连接过程中使用的偏好。使用交流电源而不是直流电源,我们必须在电极两端之间保持等量的热量,以正确地处理过程并产生稳定的电弧。交流电源比直流电源更容易实现这一要求。因此,在原子氢焊过程中,交流电源超过直流电源。
原子氢焊工作
该连接过程涉及两个钨电极,产生电弧和氢气,提供了一个保护环境,以保护焊池免受外部污染。
该过程首先使用交流电源在两个电极(相隔近1.5毫米)之间产生电弧。然后,电极被轻微分离,以稳定电弧更长的时间。我们可以通过改变电极之间的距离来控制电极之间由于电弧而产生的热量。同时,喷嘴将提供氢气,在焊池周围形成保护环境,使焊池免受外界污染。保护气体也将确保焊缝的正确完成。
氢气的主要优点是,当它与大气中的氧气接触时,它会迅速形成水蒸气并突然汽化,保护焊缝不受任何外部污染。原子氢焊接的名字来自于这样一个事实:由于在该过程中产生的热量,在该过程中使用的氢的分子形式变成了原子氢。弧附近的温度约为6000°C,这足以提供将分子氢转化为原子氢的必要条件。
在此过程中会发生以下反应:
H2= H + H - 422 KJ(吸热反应)
分子氢转化为原子氢需要422 KJ的能量,而将原子氢转化为分子氢则需要释放422 KJ的能量。
H + H = H2+ 422 KJ(放热反应)
整个过程中产生的热量被用来创建焊接池,然后固化形成成品。
关于原子氢焊接的更好解释,请观看下面的视频:
流程变量:
原子氢焊接的工艺取决于决定最终焊缝光洁度的各种工艺变量。这些参数决定了电弧产生、屏蔽环境的产生和金属的连接过程。在本标题中,我们将讨论在决定最终焊缝光洁度中起重要作用的不同因素。工艺变量是本联接工艺的主要决定因素,具体如下:
1.弧的大小:
电弧的大小是焊接能否顺利完成的重要决定因素。电弧的大小描述了电弧的强度和它所影响的距离。它还在连接过程中将分子氢转化为原子氢以起到屏蔽作用。
2.弧与功的接触:
电弧与工件的接触也很重要,因为这将提供有效的焊接和良好的焊接光洁度。弧线与工件的接触可以有三种不同的情况——不接触、切线与表面相切、刺穿表面。第一个和第三个条件可能在某种程度上是不利的。第二个条件是实现良好焊接光洁度的完美关键条件。
3.旅行速度:
电弧的传播速度和电流也是稳定电弧的关键。整个过程取决于电弧及其在连接过程中的稳定性。
4.当前设置:
电流的强度很重要,因为它会影响产生的总功率。由于电压差随着时间几乎是恒定的(除了方向),电流是产生和稳定电弧的主要决定因素。
除了上述因素外,其他各种因素在决定合适的焊缝光洁度方面也起着至关重要的作用,包括释放分子氢的合适压力、喷嘴直径等。
需要避免的参数:
在这个连接过程中要避免各种参数,以实现良好的焊接光洁度。需要避免的参数如下:
- .根据需要焊接的材料,焊缝过少和过多。因此,我们必须适当地考虑在连接过程中产生的所需热量。如果金属熔合的时间过长,则用这种情况表示热过少。
- 我们可以用电极之间的间隙来控制电弧的强度,不能太小也不能太大。这将导致在整个过程中产生最少的热量。
- 过程中产生的热量应该是中等的,少量的热量会产生小的熔池,很难维持,造成表面气孔,导致焊缝光洁度不均匀。
- 根据前面的观点,在加工过程中产生的热量不应该大到足以在工件上产生一个宽熔池和一个孔。
- 如果正确的热量和电弧量没有发生适当的熔合,那么改变焊接速度或电流设置(它们可以增加)。
- 为了焊接熔化温度较低的软金属,电弧距离应产生少量的热。
- 产生的电弧应接触焊缝金属,以提供良好的焊接和适当的焊接光洁度。
原子氢焊的优点
原子氢焊具有各种优点,因此在多个行业中得到应用。本工艺的优点如下:
- 与其他焊接工艺相比,焊缝成形相对较快。
- 氢气作为一种保护气体,也有助于产生热量。因此,不需要单独的保护气体。
- 形成的火焰是强烈的,可以集中在一点。
- 使用的电极在整个过程中保持冷却。因此,电极的寿命增加了。
- 少量的调整就可以很容易地控制过程变量。
- 通过这种使用原子氢的焊接工艺,可以很容易地焊接合金。
原子氢焊的缺点:
这种连接工艺具有多种优点,但与其他连接工艺一样,它也存在一些缺点,限制了它在某些行业的应用。这种join工艺的缺点如下:
- 与其他连接工艺相比,该工艺成本较高。
- 这个过程很复杂,因为它应该由一个熟练的焊工来完成。
- 在这种连接过程中,我们可以将大量的金属沉积在一起。
- 我们只能在平面位置做这个连接过程。
- 由于氢气是一种高度易燃的气体,所以这种连接过程是有风险的。
应用程序:
原子氢焊接工艺的应用如下:
- 用于不锈钢及其他合金等金属的快速焊接工艺。
- 可用于焊接大部分黑色金属和有色金属。
- 它也非常适合焊接薄板和其他合金。
- 也用于精密焊接工艺等。
常见问题:常见问题
Q1:用这种连接工艺可以焊接不同的金属吗?
答:它可以焊接不同的金属,但这不是一个有效的过程,因为有各种参数,必须精确控制,以实现适当的焊接光洁度。
问题2:PPE包的完整形式及其在此过程中的用途是什么?
答:PPE Kit代表个人防护装备包。在焊接过程中,保护自己是非常重要的,因为焊池周围的温度可以高达35000C。







