目录
作品简介:
从常规到非常规方法,焊接是几乎所有行业中使用的最突出的连接工艺之一。说到焊接机理,主要有三种机理——固态焊接、熔焊和固液焊接。摩擦焊是固态焊接的一部分,其中两个工件保持固态并连接在一起。本文将帮助您详细了解摩擦焊接,谈谈它的工作原理、类型、应用、优点和缺点。让我们开始吧。
摩擦焊(FRW)定义
它是固态的焊接在这种方法中,工件的摩擦力被用来产生热量,热量将两个金属片连接在一起。摩擦产生的热量是如此之高,以至于它能够熔化金属块,让它们融合在一起连接。
历史:
与摩擦焊接相关的专利可以追溯到世纪之交,其中旋转焊接是最古老的专利。1924年英国和1929年德国分别为线性摩擦焊接方法申请了专利。对这一过程的描述含糊不清,当时人们并不理解。H. Klopstock于1924年在苏联申请了同样的工艺专利。
然而,与该工艺相关的第一个也是最重要的实验发生在1956年的苏联,与旋转焊接有关。高级机械师A.J. Chdikov随后意识到该工艺在商业上是可行的,并为其商业应用铺平了道路。1960年,这种方法首次在美国引入。美国各大巨头,包括罗克韦尔国际公司,美国制造代工厂,卡特彼勒拖拉机公司,开发了与此过程相关的机器。与摩擦焊接相关的第二种工艺,称为搅拌摩擦焊接(FSW),已获得专利,并在世界科学院进行了实验证明焊接学会在1991年。今天,与这一加入过程相关的研究材料来自各个国家,包括非洲、亚洲、澳大利亚等大洲的国家。
图1:双主轴旋转摩擦焊机
与加入过程相关的历史时间表,简单来说如下:
- 1924:英国和苏联直线摩擦焊接专利
- 1929:德国直线摩擦焊接专利
- 1956:首次摩擦焊接实验验证,并开始商用
- 1960:摩擦焊接技术传入美国
- 1991:搅拌摩擦焊接专利及实验证明
- 1991 -至今:摩擦焊接领域的进展
摩擦焊主要零件:
虽然这个连接过程没有固定的配置,但我们将向您介绍一些必要的部件及其功能,以帮助您了解摩擦焊接的工作。主要部分如下:
1.旋转工件/转子
这个连接过程有两个工件;一个是静止的,另一个是旋转的。旋转工件称为转子。
2.固定工件或非旋转部件:
不旋转的工件称为静止工件。在焊接过程中,工件保持静止。
3.电动机:
它是这个连接过程的一个组成部分,用于通过皮带传动旋转转子或其中一个工件。
4.压力组件:
该组件通过固定工件对旋转工件施加线性压力。
5.皮带传动:
它是用来驱动通过电机连接的转子的部件。电机驱动皮带传动,皮带传动又驱动转子。
除了上面提到的组件,我们还使用了其他一些组件,但并不是所有类型的摩擦焊接都使用这些组件。它们可能包括:夹钳、支架、可调支座等。
还读:
FRW工作原理:
如前所述,摩擦焊接工艺是基于固态焊接工艺的技术。用于连接工件的热量是通过工件之间相对运动的摩擦产生的。因此得名摩擦焊接。这种类型的焊接技术用于各种航空和汽车应用中的金属和热塑性塑料。这种焊接的标准ISO规范是EN ISO 15620:2019。本规范包含与一些基本术语和定义有关的信息以及金属和合金的可焊性表。
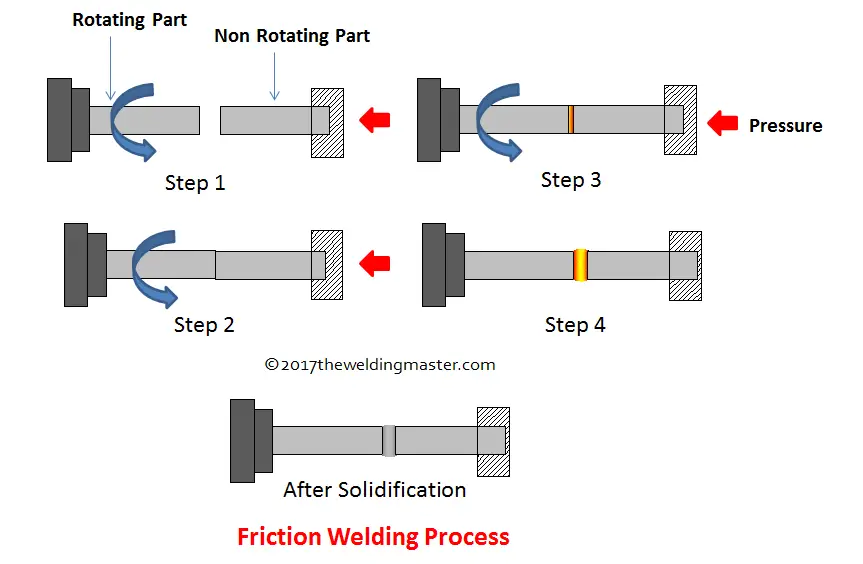
这种类型的连接工艺多种多样,但都涉及到相同的工作原理,总结如下:
- 步骤1:将要被焊接的工件的表面被连接在一起。一个连接在电机上作为转子,而另一个是固定的。
- 步骤2:转子然后购买附近的固定工件和连接在一起的物理。因此,它使另一个开始旋转,从而清洁它们的表面。
- 步骤3:现在,向转子工件施加轴向力,直到产生足够的热量,直至塑性变形。
- 步骤4:当达到所需温度时,转子停止转动,轴向力增大使两个工件连接起来,形成永久接头。
由于工艺比较复杂,只能用于那些不能用其他焊接工艺焊接的工件。
为了更好地了解摩擦焊接,请观看视频…
重要术语:
在进入更多的加入过程之前,有几个重要的术语是要知道的。重要条款如下:
- 轴向力:平行于旋转轴的力。它也被称为推力。
- 烧断长度:摩擦过程中总长度损失。
- 燃尽率:它是在摩擦过程中构件缩短的速率。
- 外部制动:它是位于外部的制动部件,有助于降低转速。
- 接合面:一个组件的表面与另一个组件的表面接触以形成连接。
- 锻造力:相对运动停止后正常施加于腐蚀表面的力。
- 建立阶段:它是开始和结束施力之间的间隔时间。
- 建立时间:它是施加在零件上的锻造力的总时间。
- 贴出来:一个元件从夹具或卡盘向另一个元件伸出的距离。
- 焊件:通过焊接连接的两个或多个部件。
摩擦焊类型:
焊接工艺主要分为连续诱导摩擦焊和惯性摩擦焊两种。
1.连续诱导摩擦焊:
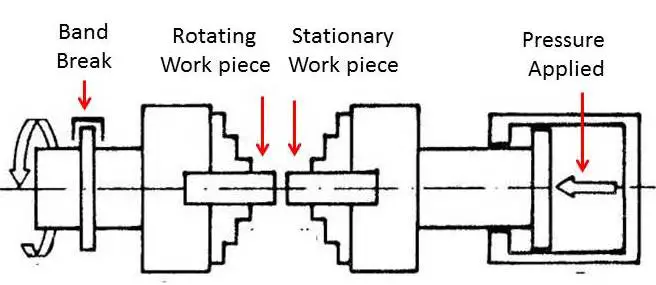
在这个连接过程中,转子(或旋转工件)连接到带式制动器。当转子旋转时,它会超过其塑料极限温度。带式制动器施加压力,倾向于停止转子,而第二个工件继续施加压力转子形成一个单一的组件。因此,由于不断施加轴向压力,因此得名连续诱导摩擦焊接。
2.惯性摩擦焊:
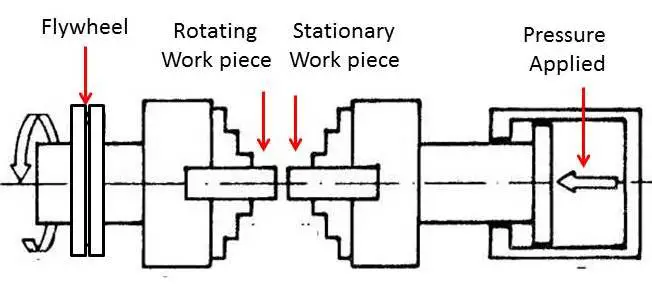
它由连接到飞轮的旋转部件组成,飞轮又连接到由电机驱动的轴飞轮。工作取决于两个飞轮的旋转,其中一个给另一个运动。当该过程开始时,轴飞轮旋转另一个飞轮,从而旋转转子。在要求的时间,它被断开,转子的运动最终结束。在整个运动过程中,第二工件对转子施加线性压力进行焊接。
在上述段落中,我们根据工作机制对过程进行了分类。根据所使用的材料有几种主要的摩擦焊接技术,主要分为金属技术和热塑性技术。
金属技术:
很少有技术用于焊接金属,我们不能通过其他焊接工艺焊接,包括以下:
1.旋转摩擦焊接:
这是一种焊接技术,其中一个工件旋转,另一个工件压下。在这个过程中产生的热量使两种金属焊接在一起。
2.线性摩擦焊:
这是一种焊接技术,其中旋转工件线性振荡而不是旋转。
3.搅拌摩擦焊:
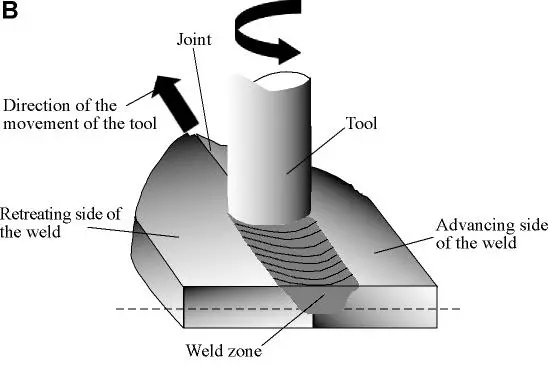
它是一种使用非消耗性工具连接两个工件的焊接技术。工件与刀具之间产生热量,在接触点处产生塑性变形,并将它们熔合在一起,形成牢固的焊缝。
4.摩擦浮出水面:
这是一种主要来源于摩擦焊接的工艺,我们在基材上涂上一层材料。涂层材料杆旋转,通过塑性变形与其他基材接合。
热塑性塑料技术:
很少有技术用于焊接热塑性塑料,不能通过其他焊接工艺焊接,包括以下:
1.直线振动焊接:
在这种类型中,材料接触并处于压力下。施加一个外部振动力以在两个垂线之间产生与施加压力方向相同的滑移。
2.轨道摩擦焊:
轨道摩擦焊接类似于自旋焊接,但使用更复杂的机器来产生轨道运动,其中运动部分在一个小圆圈内旋转,远小于关节的整体尺寸。
摩擦焊的优点
这种连接工艺是材料的附加工艺,是其他常规和非常规焊接工艺无法连接的。它有一个显著的优势,即吸引了很少的材料和条件,用于焊接。摩擦焊的优点如下:
- 焊接效率高。
- 这是一个没有任何烟雾产生的环保过程。
- 热影响区非常狭窄。因此,热敏性材料的性能没有变化。
- 它不需要任何填充材料,因为该过程使用摩擦来连接两个工件。
- 焊接的整体强度在大多数情况下是至关重要的。
- 焊接不使用任何外部源,依赖于摩擦和塑性变形性能。因此,可以焊接各种材料。
- 在这个连接过程中,我们可以达到很高的焊接速度
摩擦焊的缺点
该工艺除了有优点外,也有各种缺点,这使得它不适合在不同位置进行各种焊接操作。摩擦焊的缺点如下:
- 工作机构允许它主要用于圆形截面杆,旋转,并使接触。
- 不可锻的材料不能焊接。
- 接头的设计和可执行的焊接类型受到高度限制。
- 工件准备是最关键的任务。
- 安装成本非常高。
应用程序:
摩擦焊接的首次商业应用始于20世纪60年代,并在工业中得到应用,但由于引入了其他优于该工艺的常规和非常规焊接技术,其应用受到了限制。然而,由于这种工艺与其他工艺相比具有一些独特的优势,它仍然在使用中,并且在工业中被广泛使用,以执行我们不能用其他技术进行的材料焊接。该工艺的应用包括:
- 焊接圆形部件,如管,管道和轴。
- 它被广泛应用于汽车、航空航天、海洋和石油工业。
- 用于泵轴的焊接,是不锈钢与碳钢之间的焊接。
- 齿轮杠杆,轴管,连杆等,全焊接使用这种焊接工艺。
- 广泛应用于电气行业,焊接铜线和铝线。
- 适用于其它焊接技术无法焊接的材料。
FAQs:常见问题
问1:你说的可伪造材料和不可伪造材料是什么意思?
答:可锻材料是指可以通过锻造变形而不使可成形的金属开裂的材料。不可锻材料不能进行锻造,开裂温度低。锻造能力的范围由最高锻造温度决定。
问2:什么时候采用摩擦焊作为主要焊接工艺?
答:大多数时候,这种类型的焊接工艺被用作次要工艺,当任何材料不能通过主要工艺焊接时使用。在圆棒中,我们首选这种技术,因为它更快,并提供准确的焊接。








