目录
作品简介:
气体钨极电弧焊(GTAW)也被称为钨极惰性气体焊(TIG),它由一个非消耗性电极组成,用于焊接两个不同的金属块。焊接的核心温度非常高,可以达到6500°F。这是引进个人防护装备(PPE)工具包的主要原因,如焊接头盔、手套、焊接靴等。火花和其他有害辐射也会对我们的身体造成严重影响。因此,焊接应采取适当的预防措施,并在优秀焊工的监督下进行。在本主题中,我们将详细探讨这种连接过程的主要组成部分、优点、缺点和应用。让我们开始吧。
发展历史:

它的发展焊接这项技术始于1800年由汉弗莱·戴维发明的电弧。C.L.科芬是19世纪90年代第一个提出在惰性条件下焊接的想法的人,但这种环境很难建立,直到1900年才实现。有色金属和异种金属由于与空气和污染反应快,焊接难度大。为了解决这个问题,1930年初使用了惰性气体瓶。
20世纪40年代,这一工艺得到了完善,钨和氦的使用开始了,钨被用作电极,氦被用来产生惰性气氛。1953年,一种基于钨极气体弧焊的新工艺被开发出来,称为钨极气体弧焊等离子弧焊.由于工业革命,焊接过程的自动化开始了,今天我们有不同的焊接过程可供选择。
简而言之,其历史发展如下:
- 1800 -电弧的发展汉弗莱·戴维
- 1890 -的脑海中突然出现了惰性气体的想法中一段棺材
- 1930 -开始使用惰性气体瓶
- 1940 -钨和氦的使用开始了,它开始了GTAW或TIG焊接的发展
- 1953 -发展了等离子弧焊
钨极气体弧焊(GTAW)主要部件
有些零件对于这个连接过程的平稳运行很重要。各部分解释如下:
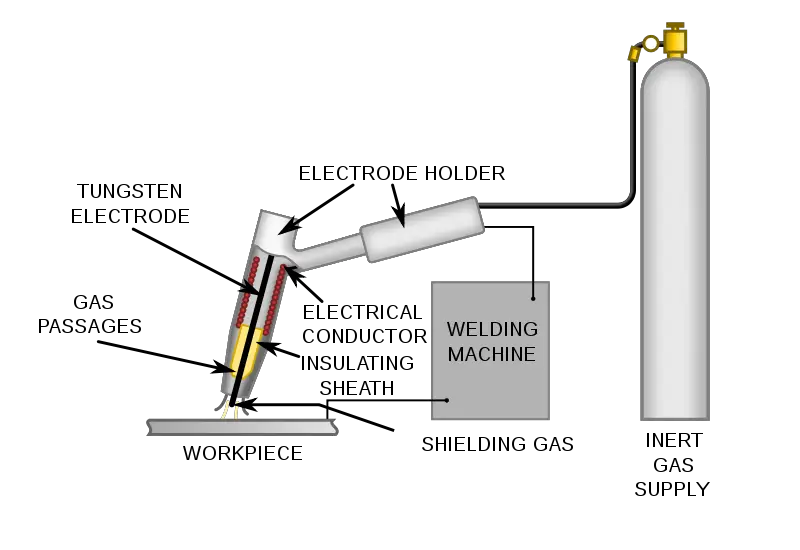
1.钨电极:
该电极是一种非消耗性电极类型,在焊接过程中不消耗。在这个连接过程中,它被用作电极,因为它可以承受非常高的温度而没有最小的融化和侵蚀。
2.焊接机:
本机可选恒流(C.C.)、交流、DC+、DC-或AC/DC型。焊机用于在焊接过程中产生平衡,因为它为电流产生正极和负极,并为任何电流泄漏提供接地。
3.手电筒或电极座:
该支架用于在连接过程中固定不同的电极,并提供创建正极和负极的组件,以产生电流并连接金属件。
4.保护供气:
主要使用的惰性气体是氦气、氩气或混合气。氩气适用于较薄的金属件,氩气或混合物适用于较厚的金属件。
5.填充金属棒:
焊条的尺寸取决于要焊接的金属的厚度。在焊接过程中,也宜使用与工件相同材料的棒。
6.个人安全装备:
它也被称为个人防护装备(PPE)套件,在任何焊接工作中都必须佩戴。在TIG焊接过程中,我们应该戴着它,以避免高温、火花和有害辐射。
个人防护装备包包括焊接头盔、焊接夹克、焊接靴、焊接手套等。
还读:
气体钨极电弧焊的工作
手工钨极电弧焊是工业中最具挑战性的连接工艺之一。这是因为为了防止金属与电极之间的接触,需要很小的接触长度、很大的技巧和非常小心。这种连接过程使用的填充金属可以是与工件不同的材料,但相同的材料可以产生更有效的焊接。
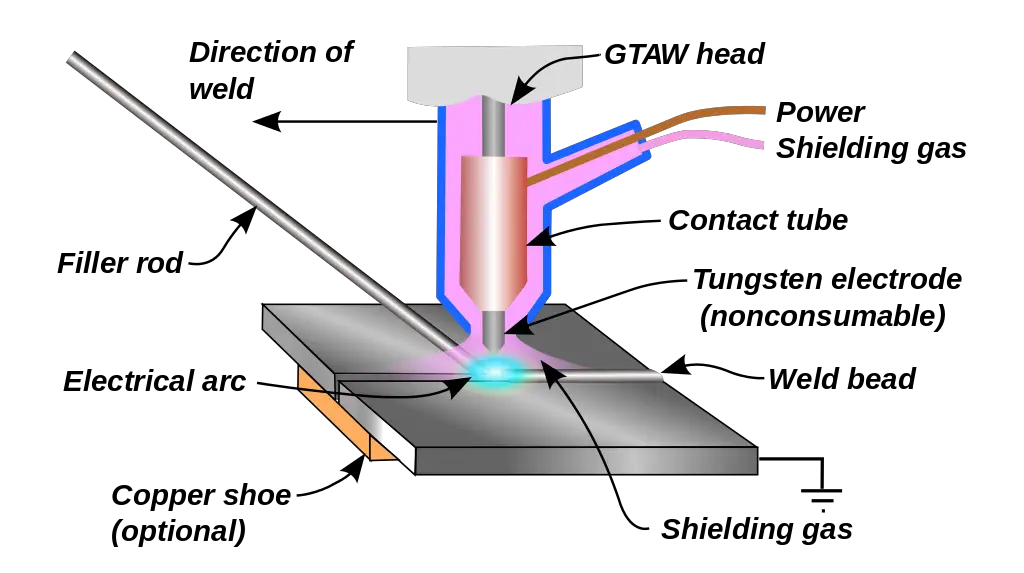
为了产生火花,使用高频源来产生火花。产生的焊接火花在保持足够的间隙(1.5- 3毫米)的同时,为从电极到金属件的电流启动创造了传导路径。电流产生足够的热量熔化工件。工件在惰性气氛下熔化并连接在一起。所使用的气氛可以是氦气基,氩气基,或两者的组合。然后将连接的工件组合并固化成单个金属件。在该过程中使用的钨电极仍然没有消耗,这是使用这种焊接工艺的主要优点。
为了更好地了解钨极气体弧焊(GTAW)或TIG焊接,请完整观看视频:
焊接材料特点:
这种连接工艺最常用于焊接不锈钢和有色金属。但是,它可以用于除锌及其合金以外的所有金属。该工艺允许的焊接位置包括平焊和非平焊,这取决于焊工的技能。
以下段落将介绍这种焊接工艺的特点,不同的焊接金属和不同的金属。
1.钢(碳素和不锈钢):
对于碳钢和不锈钢的焊接,良好的填充材料是降低气孔率的关键。我们应该立即清除存在于焊接材料和填充金属中的金属氧化物,以产生任何污染。这些可以通过在焊接前抛光表面来完成,这样可以去除任何腐蚀表面。预热对于某些碳钢是必要的,以避免形成马氏体钢(脆性高强度钢)。den电源通常与锋利的电极一起使用。纯氩气可用于薄金属,但在惰性气氛中,如果厚度增加,可以使用氦气。
2.铝和镁:
铝和镁焊接使用交流电,但也可以使用直流电。焊接前对焊接材料进行预热是必要的,以去除金属件上的任何氧化物。预热温度取决于金属及其厚度。焊接时可采用正负电源直流。负直流电提供更深的渗透。钍化钨电极与纯氩屏蔽环境一起使用。
3.不同的金属:
焊接不同的金属总是很棘手,因为它们不能熔合形成牢固的焊缝。然而,焊接不同的金属在工业中有各种各样的应用,可以用来减少腐蚀和氧化。不同金属在这个连接过程中的实现可以使用适当的填充金属。焊接不同金属时,接头应准确,尺寸和斜角适当。
焊缝表面质量:
这种连接工艺比其他连接工艺对焊接区域有更好的控制。因此,如果由熟练的焊工完成,由于涉及的复杂性,它会产生良好的焊接表面。通过确保焊接过程中工件的清洁度来保持最大的焊接光洁度。我们可以在焊接之前适当地清洗金属件,并使用不同粒度的砂纸抛光它,以去除任何氧化层,油,灰尘和污染物。
在使用交流电源时,对洁净度的要求不是很高,因为在焊接过程中,它会产生焊接表面的自清洁。当我们使用负型直流电源时,这是绝对必要的。当我们在有风的地方使用这种连接工艺时,必须增加惰性气体作为屏蔽环境。
如果电流量超过电极容量,则焊接金属中可能发生钨夹杂物,称为吐钨。它可以通过x射线摄影来识别,并可以通过使用不同类型的电极或改变电极直径来预防。
安全:
在任何加盟过程中,安全是最重要的。在每个焊接过程中都要使用单独的个人防护设备。这种焊接过程也产生大量的火花和有害辐射,如果接触可能是有害的。不同的情况下,红眼睛,烧伤的报告中不当使用这些基本成分。
焊工需要穿防护服,包括轻便手套和皮手套。一件保护性的高领长袖衬衫经常被用来保护暴露在外的皮肤免受火星灼伤,从而导致严重烧伤。潜在的弧光伤害包括对眼睛的意外闪光,相当于强烈晒伤的皮肤损伤。操作人员还使用焊接头盔来保护视力免受可能损害眼睛的有害辐射。焊工还会接触有害气体颗粒和污染物,当吞食时可能会对身体造成危险的影响。因此,在任何焊接工作中,无论是否在工业中进行,都有必要使用适当的保护设备。
钨极气体弧焊的优点:
钨极惰性气体焊或钨极气体电弧焊与其他连接工艺相比具有许多优点。我们已经在上面的段落中讨论了其中的一些,并将在标题下讨论它们。使用这种连接工艺的各种优点如下:
- 它使用非消耗性电极,这带来了一个更大的优势,而弧焊需要大量的投资来带来新的电极。这种焊接工艺不需要任何关于电极的投资。相同的电极用于焊接不同的焊接材料。
- 填充金属可在需要时手工添加。使用填充金属的优点为这种焊接工艺的应用提供了灵活性。最终的焊缝光洁度也取决于作为填充金属的材料。
- 保护气体的使用提供了一个更高的优势,使金属免受不同的污染。我们可以使用氦、氩或两者的组合来产生惰性气氛,以防止污染。
- 它可以产生高质量的干净焊缝,这可以通过提供某些因素并保持电极和焊缝金属之间的适当间隙来实现。
- 我们可以用它来焊接不同的金属,从不锈钢到铝等。焊接金属的唯一例外是锌及其合金,这种工艺不能焊接。
- 不同的金属也可以使用这种连接工艺进行连接。唯一的要求是正确的接头和焊接尺寸。
GTAW的缺点:
虽然使用气体钨极电弧焊不仅有优点,它也有一些缺点。我们已经在上面几段中讨论了一些缺点。我们将在这个标题中讨论更多的缺点。使用这种连接工艺的各种缺点如下:
- 它具有非常低的填料沉积速率。因此,这是一个非常耗时的加入过程,在工作中需要很大的技巧和耐心。
- 这是一个非常复杂的过程,对焊工来说需要很高的技术来完成这个焊接过程。最终的焊缝光洁度取决于几个因素,这些因素取决于电极和焊接金属之间的恒定间隙。
- 这是一个高度敏感的过程,焊机暴露在高辐射和火花中,这可能会造成严重的损坏。因此,必须使用适当的个人防护装备。
- 在工业或自我工作中使用的初始设置成本非常高。
- 由于产生的热量强度非常高,它可以深入到金属片中。它大多不用于较薄的金属薄板。
应用程序:
航空航天工业大量使用这种焊接工艺,但它也用于不同的行业。钨极气体电弧焊主要用于焊接有色金属,因为它能产生完美的焊缝光洁度。在汽车工业中,用于焊接其他焊接工艺无法焊接的车身不同部位(白车身)。除此之外,它还用于石油和天然气行业焊接不同的管道和锅炉部件。也是核电站、火电厂等关键焊接作业的合适选择。
常见问题:
问1:是否可以使用这种连接工艺来焊接不同的金属?
答:是的,使用这种连接工艺可以将不同的材料焊接在一起。在这种情况下,填充金属的选择决定了焊缝的光洁度。
问2:什么是个人防护装备?
答:这是在任何加入过程中穿着的个人服装,以防止火花,有害辐射和过程中产生的热量。
问3:钨极气体电弧焊与简单电弧焊有什么不同?
答:这两种连接工艺的工作过程是相同的,唯一的区别是电极的使用。在简单电弧焊中,我们使用消耗性电极,而在气体钨极电弧焊中,我们使用钍钨非消耗性电极。
图片来源:
- https://en.wikipedia.org/wiki/Gas_tungsten_arc_welding








